济南塑料机械有限公司
联系人:安经理
电话:15253134653
邮箱:347299818@qq.com
网址:www.sdrunjie.com

济南塑料机械有限公司
联系人:安经理
电话:15253134653
邮箱:347299818@qq.com
网址:www.sdrunjie.com
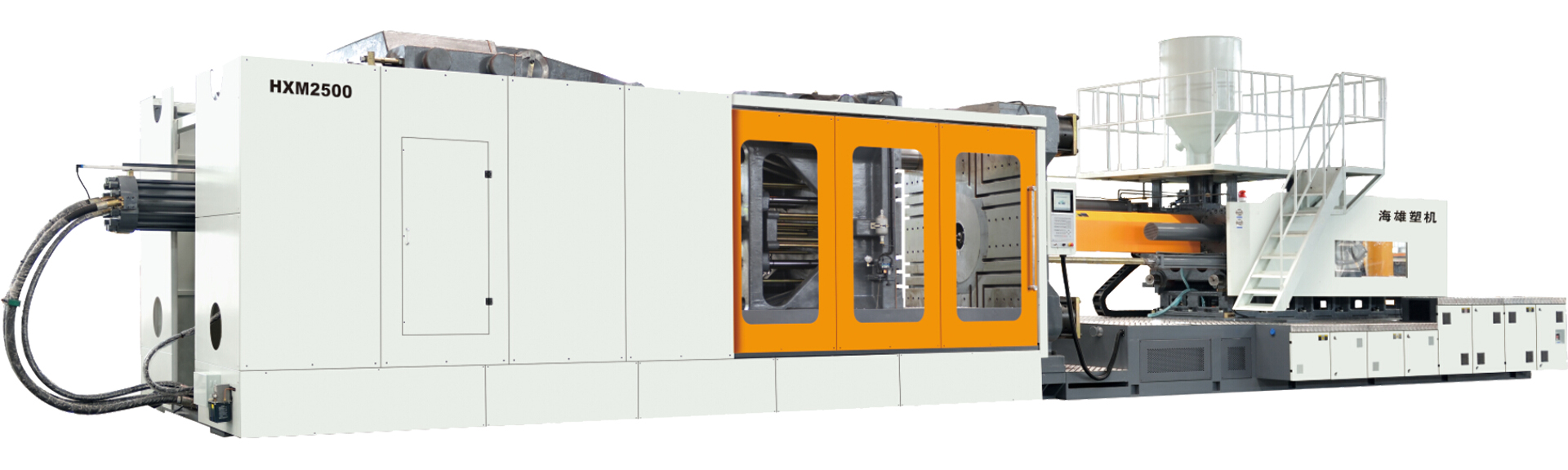
目前,济南注塑机的制造商很多,所提供的注塑机的规格、型号和质量等级也不一样。用户应根据所要注射的产品以及当前和长远的利益来选择成型机的规格和质量等级。
用户在购买时,首先要明确自己生产的产品的使用性能、材料、体积、克数、年产量等因素(例如,塑料桶制造商和精密仪器用塑料零件制造商应持有不同的选择思路),然后才能根据以下重要技术参数和重要部件选择注塑机的规格和型号。
注射量:它被定义为空注射聚苯乙烯塑料的重要性。它是注塑机的常用参数之一。当塑料制品的材料与聚苯乙烯不同时,我们规格的注射量只有在以下转换后才能使用:m=ch/1.05(其中b为塑料的密度,c为聚苯乙烯塑料表示的注射量)。
例如,聚丙烯的密度为0.90/cm3,我公司生产的TYD80注塑机的注射量参数为124。因此,该机以聚丙烯为原料的注射量为1240.9/1.05=106。根据实践经验,产品的总重量应控制在注射量的85%以内,无定形塑料应较大,高粘度塑料应较小。
夹紧力:它被定义为当模具关闭且熔体被注入到模具型腔中时,由模具上的模板形成的最终锁定力。它是注塑机的常用参数之一。
当夹紧力不足时,会出现“闪光”。选择型号时,确保产品加工所需的锁紧力小于机器的夹紧力。锁紧力通常由空腔中的平均压力和空腔的投影面积的乘积来计算。型腔内的平均压力一般为20-40 MPa,应根据塑料特性、产品要求、产品流长比等因素确定。在设计模具时,可以通过计算机仿真计算出准确的夹紧力。
注射压力和注射速率:注塑机规格参数中的注射压力是指注射过程中料筒内的高压,而不是注射系统中油压的高压。注射压力和油压之间的关系与螺杆截面积与射出缸面积之比成反比。
在相同夹紧力的注塑机规格中,有三种螺杆可供选择,其中A螺杆直径小,C螺杆直径大。相对而言,用螺杆可以达到的注射压力较大。
注射速率是指每单位时间内从喷嘴中喷出的熔融材料的量,其理论值是料筒横截面积和速度的乘积。目前,注射成型过程中对注射速率的要求不仅很高,而且在注射成型过程(即分段注射)中也是可编程的。
根据塑料原料和加工产品的特点,应有效控制充型过程中熔体的流动状态。模具厚度和大开模行程;注塑机的规格参数一般包括大的模具厚度和小的模具厚度(或产能模数),它们代表了注塑机能够容纳的模具厚度。
济南注塑机的移模行程是设定的,取出零件所需的开模距离必须小于注塑机的大开模行程。对于具有单一分型面的注塑模具,开模行程为SH1 H2 5-10(mm),其中H1为脱模距离(通常等于模芯的高度,产品可以取出,因此脱模距离H1视具体情况而定,以便成品可以顺利取出)。
H2是零件的高度(包括浇注系统)。对于具有三分型面的注塑模具和具有针点浇口,的模具,固定模板和浇口板之间的分离距离应该增加,这应该足以取出浇注系统的冷凝物。
模具安装件的相关尺寸:模具的长度、宽度和尺寸应与注塑机的模板尺寸和拉杆间距相适应,以确保模具能够通过拉杆间距顺利安装在模板上。定位时,应考虑模具主浇道的中心与料筒喷嘴的中心线重合;
模具上定位环的尺寸应与注塑机固定板上定位孔的尺寸一致,并采用间隙配合;注塑机喷嘴的球面半径应与模具主浇道初始端的球面半径一致;阳模和阴模的模脚尺寸应与注塑机移动模板上的螺孔排列相匹配。




